Endüstriyel Birleştirme Sanatı: Sert Lehimleme (Brazing) ve Kritik Başarı Faktörleri
Emre ÇOLAK
1. Hazırlık: Başarının %80'i Temizliktedir
Lehimleme işleminde en sık yapılan hata, yüzey hazırlığını hafife almaktır. Bakır borunun yüzeyindeki oksit tabakası, lehimin metale tutunmasını engeller.
Kesim: Boruyu mutlaka boru kesme aparatı ile dik bir açıyla kesin. Çapakları iç ve dış raybalama aletiyle temizleyin (çapaklar türbülansa ve zamanla korozyona neden olur).
Mekanik Temizlik: Boru ucunu ve ek parçanın içini zımpara kağıdı veya çelik tel fırça ile metalik parlaklık oluşana kadar temizleyin.
Kimyasal Temizlik (Flux Uygulaması): Temizlenen yüzeye ince bir tabaka halinde uygun lehim pastası (dekapan/flux) sürün. Flux, ısıtma sırasında oksitlenmeyi önler ve lehimin kılcal hareketle içeri çekilmesini sağlar.
Sert Lehimleme
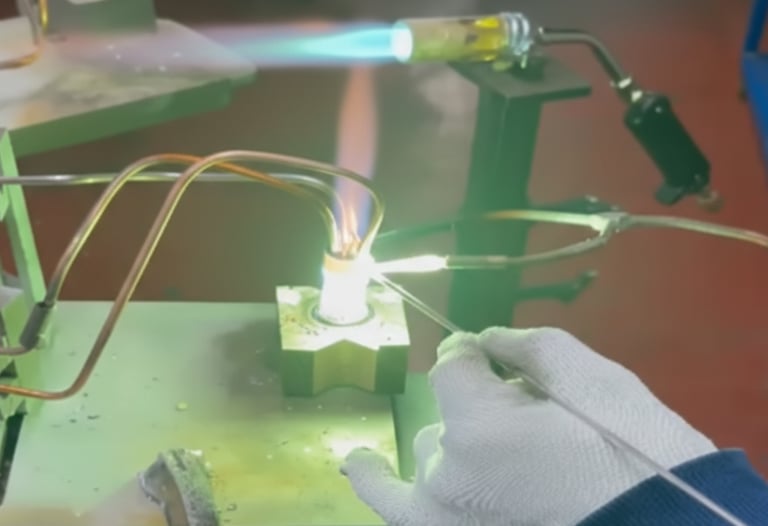
2. Isıtma Teknikleri ve Isı Yönetimi
Bakır boruyu ısıtırken alevin doğrudan flux sürülmüş bölgeye tutulmaması gerekir; bu, flux'ın yanmasına ve etkisini kaybetmesine yol açar.
Eşit Isıtma: Alevi ek parçanın (manşon, dirsek vb.) geniş kısmına tutun. Bakır boru ısıyı çok hızlı ilettiği için, ek parçanın ısınması boruyu da uygun sıcaklığa getirecektir.
Renk Takibi: Bakırın rengi hafifçe değişmeye başladığında sıcaklık kontrol edilmelidir. Alevin "mavi çekirdeğini" boruya çok yaklaştırmaktan kaçının.
3. Lehimleme Çeşitleri: Yumuşak vs. Sert Lehimleme (Brazing)
Uygulama alanına göre iki ana yöntem kullanılır:
Yumuşak Lehimleme: Genelde 450°C'nin altındaki sıcaklıklarda yapılır. Su tesisatlarında yaygındır. Genellikle kalay esaslı alaşımlar kullanılır.
Sert Lehimleme (Brazing): 450°C'nin üzerindeki sıcaklıklarda yapılır. Yüksek basınçlı sistemlerde (klima, doğalgaz, sanayi tipi borulama) tercih edilir. Gümüş veya bakır-fosfor alaşımlı teller kullanılır. Karwahn Metal olarak yüksek mukavemet gerektiren projelerde sert lehimlemeyi (brazing) standart olarak öneriyoruz.
4. Kılcal Etki (Capillary Action)
Lehimleme işleminin sihridir. Doğru sıcaklığa ulaşan ek parçaya lehim telini değdirdiğinizde, lehim yerçekimine zıt olsa bile boru ile ek parça arasındaki boşluğa kendiliğinden çekilir.
Püf Noktası: Lehim teli eriyip boşluğu doldurduğunda, ek parçanın ağzında düzgün ve parlak bir "hilal" (fillet) oluşmalıdır. Aşırı lehim kullanmak boru içine sarkmalara ve tıkanıklıklara yol açabilir.
5. İşlem Sonrası Soğutma ve Kontrol
Lehimleme bittikten hemen sonra bağlantıyı oynatmayın. Metalin doğal olarak soğumasını beklemek, kristal yapının bozulmadan oturmasını sağlar.
Flux Temizliği: Soğuma sonrası dışarıda kalan flux kalıntılarını ıslak bir bezle silin. Bu kalıntılar asidiktir ve temizlenmezse zamanla boru dış yüzeyinde yeşil oksitlenmeye (korozyon) neden olur.
Gözle Kontrol: Lehimin ek parçanın etrafını 360 derece tam sarıp sarmadığını ayna yardımıyla kontrol edin.
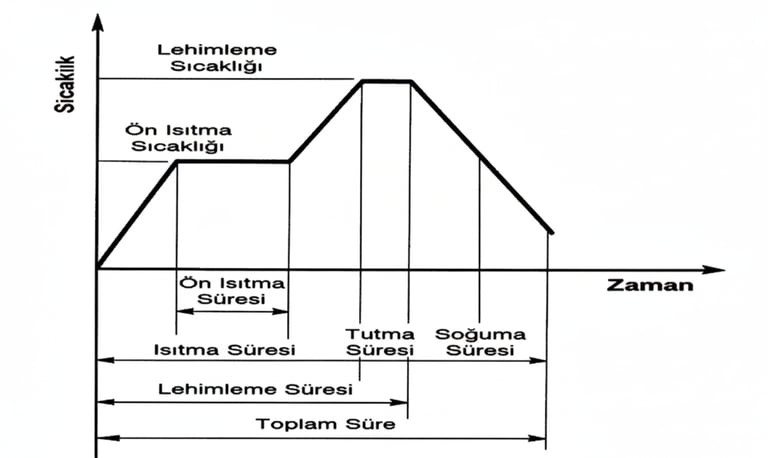
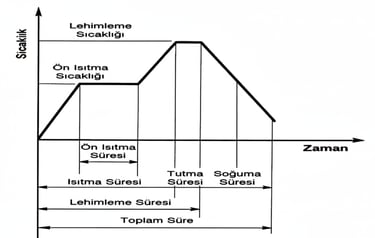
Lehim Grafiği
Lehimleme süresi:
Lehim bölgesinin ısıtma uygulanmaya başlamasından, sıvı lehimin katılaşmasına kadar geçen zaman dilimidir
Isıtma süresi:
Lehim bölgesinin ısıtılmaya başladığı andan, lehimleme sıcaklığına çıkıncaya kadar geçen süredir.
Ön ısıtma süresi:
Lehim bölgesinin ön ısıtma sıcaklığına eriştikten sonra, sıcaklığın tüm bölgede üniform dağılması için gereken süredir.
Tutma süresi:
Lehim bağlantısının lehimleme sıcaklığında tutulduğu süredir.
Soğutma süresi: Lehim metalinin lehimleme sıcaklığından sonra, ortam sıcaklığına kadar soğuması için gereken süredir.
Etkime süresi:
Lehim işlemi sırasında dekapanın etkin kaldığı zaman dilimidir, bu süre dekapan türüne değil yönteme bağlı olarak değişir.


Lehimleme Ekipmanları
Gaz Flux
Gaz Hattı
Lehim Teli
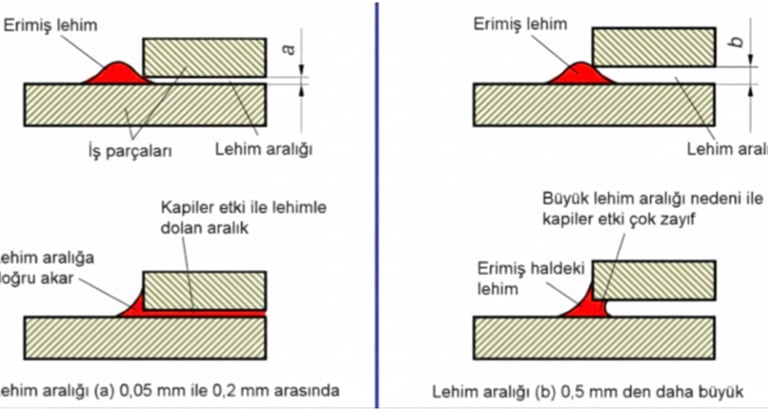
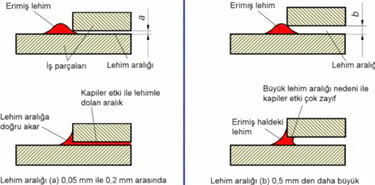
Kapiler Etki
Çok uzun lehim aralıklarının kullanılması durumunda teorik olarak doldurma basıncı lehimin ilerlemesi için yeterli olsa da özellikle esas metal ve lehim metal alaşımının birbirlerini çözebilme kabiliyetine sahip oldukları durumlarda, yüzeyden alışılmış yöntemlerle saptanamayacak kadar az sayıda esas metal atomları, sıvı lehim metaline geçer ve içinde çözülür.
Bu olay sıvı metalin katılaşma sıcaklığını etkileyerek aralığı tam doldurmadan katılaşmasına neden olur.
Kapiler etki olarak adlandırılan bu olay lehimleme işleminde çok önemlidir.


Kişisel Ekipmanlar
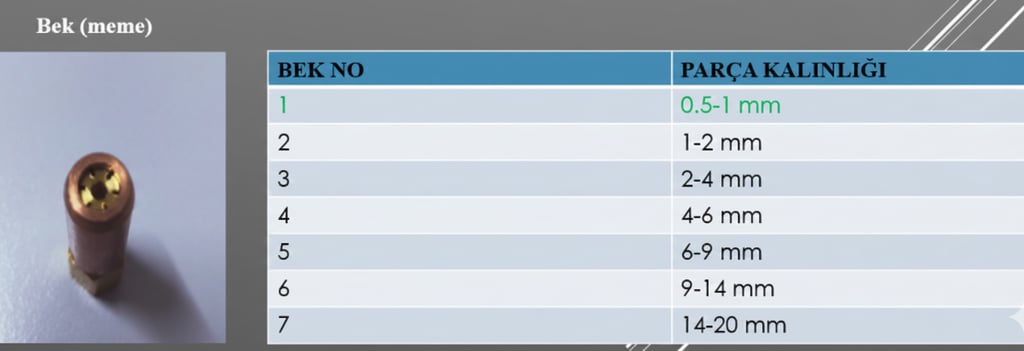
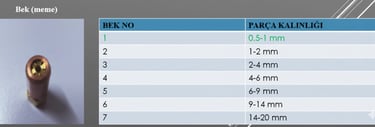
Bek Seçimi
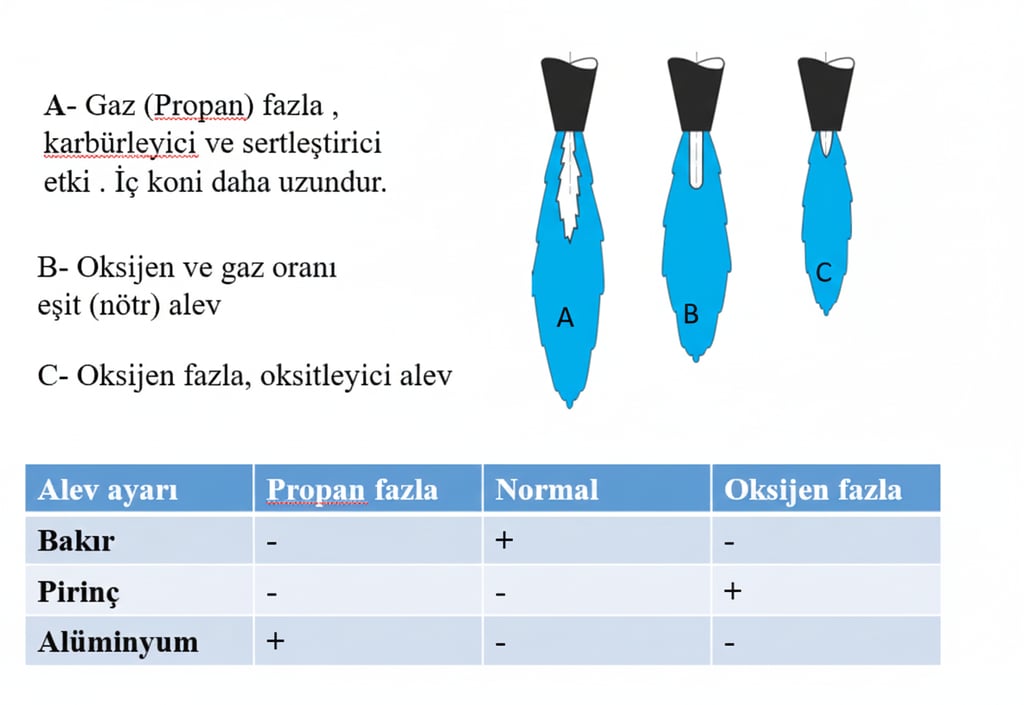
Alev Türü
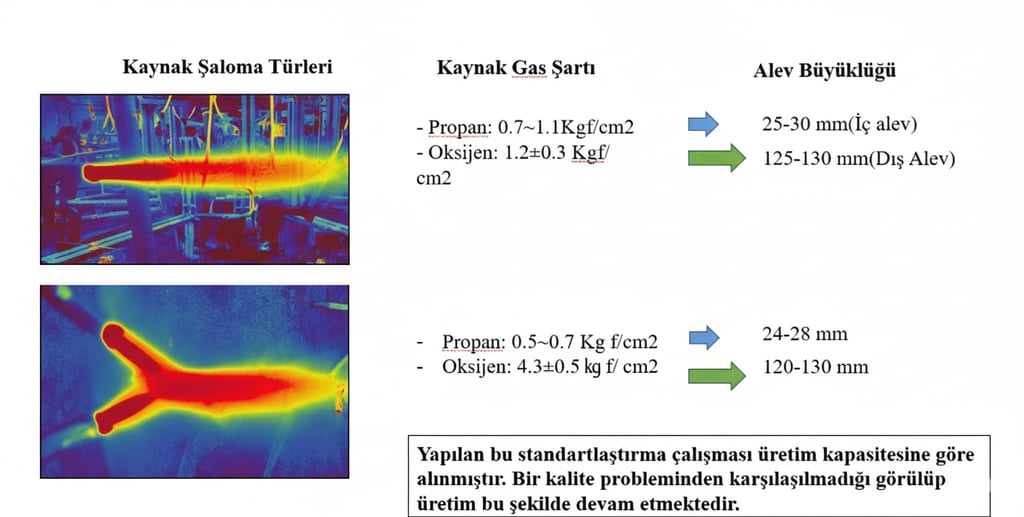
Gas Standartları
1. Termal İletkenlik Paradoksu ve Isıl Atalet
Bakırın ısıl iletkenliği pirincinkinden yaklaşık dört kat daha fazladır. Bu durum bakırı adeta bir "ısı otobanı" haline getirir.
Isı Kaçışı: Bakır borular, uygulanan ısıyı birleşme noktasından hızla uzaklaştırırken; pirinç parçalar düşük iletkenlikleri ve genellikle daha yüksek olan kütleleri nedeniyle ısıyı bünyelerinde hapseder.
Doygunluk Gecikmesi: Pirinç, lehimleme sıcaklığına ulaşmak için bakıra göre daha fazla termal enerji "yutmak" zorundadır. Bu durum, yüzey sıcaklığının lehimin akışkanlığı için gereken seviyeye çıkmasını geciktirir.
2. Kapiler Etkiyi Engelleyen "Oksit Bariyeri"
Lehim dikişinin kalitesini belirleyen kapiler etki, sıvı metalin yüzeyi "ıslatabilme" (wetting) kabiliyetine bağlıdır.
ZnO Formasyonu: Pirinç ısıtıldığında, içeriğindeki çinko yüzeye difüze olur ve atmosferik oksijenle birleşerek Çinko Oksit (ZnO) tabakası oluşturur.
Metalurjik Direnç: Bu refrakter oksit tabakası, bakır üzerindeki oksitlere göre çok daha kararlıdır. Flux (dekapaj), pirinç üzerindeki bu direnci kırmak için daha yüksek bir aktivasyon enerjisi ve süre bekler. Lehim telinin pirinç üzerinde "topaklanması", aslında bu metalurjik temizliğin henüz tamamlanmadığının işaretidir.
3. Profesyonel Uygulama: Diferansiyel Ön Isıtma
Üretim verimliliğini artırmak ve soğuk yapışma (cold joint) riskini sıfıra indirmek için Diferansiyel Ön Isıtma stratejisi uygulanmalıdır:
Öncelikli Pirinç Isıtma: Alev, birleşme noktasından ziyade pirinç parçanın kütleli kısmına odaklanarak metalin termal doygunluğa ulaşması sağlanmalıdır.
Bakırın Yardımcı Rolü: Pirinç hedeflenen rengi ve flux şeffaflığını aldığında, ısı bakır tarafa kaydırılmalıdır. Bakırın yüksek iletkenliği, kapiler etkiyi tetikleyecek "son ısıl dokunuşu" milisaniyeler içinde gerçekleştirecektir.
Isıl İndikatör Olarak Flux: Fluxın cam gibi pürüzsüz ve şeffaf bir hal alması, pirincin metalurjik olarak lehime hazır olduğunun tek geçerli kanıtıdır.
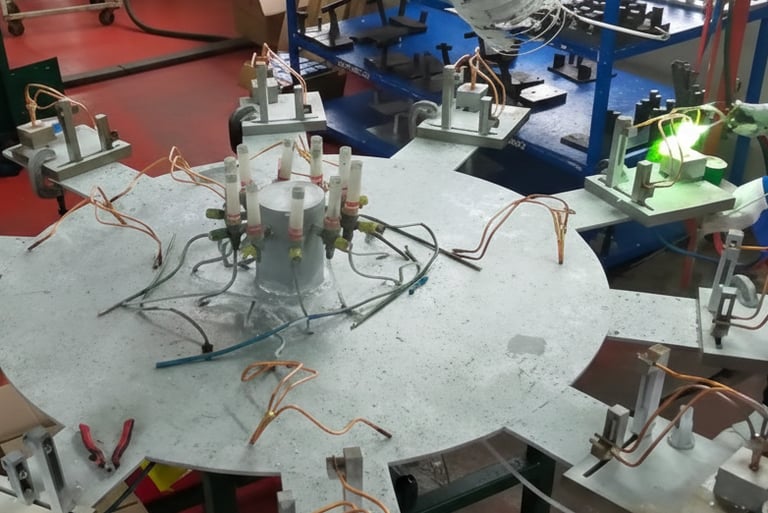
Bakır- Pirinç Ön Isıtma Sistemi: Sürekli Termal Doygunluk
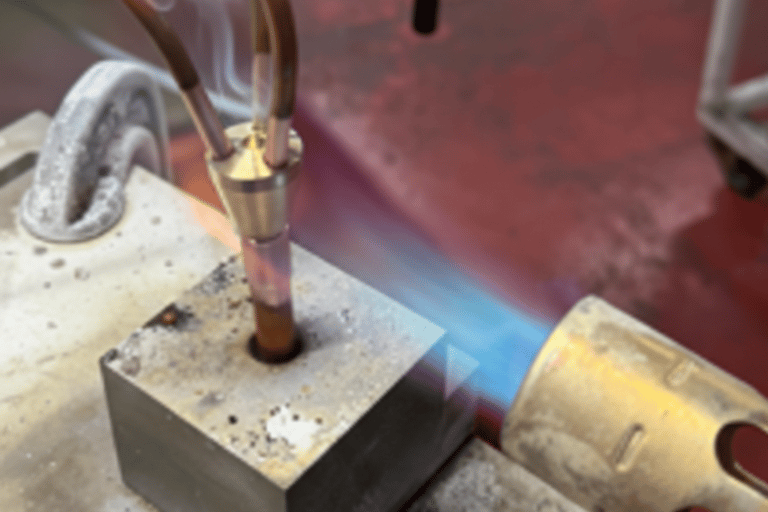
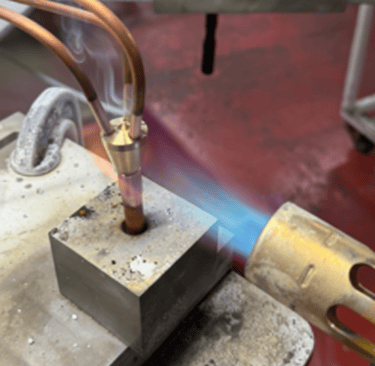


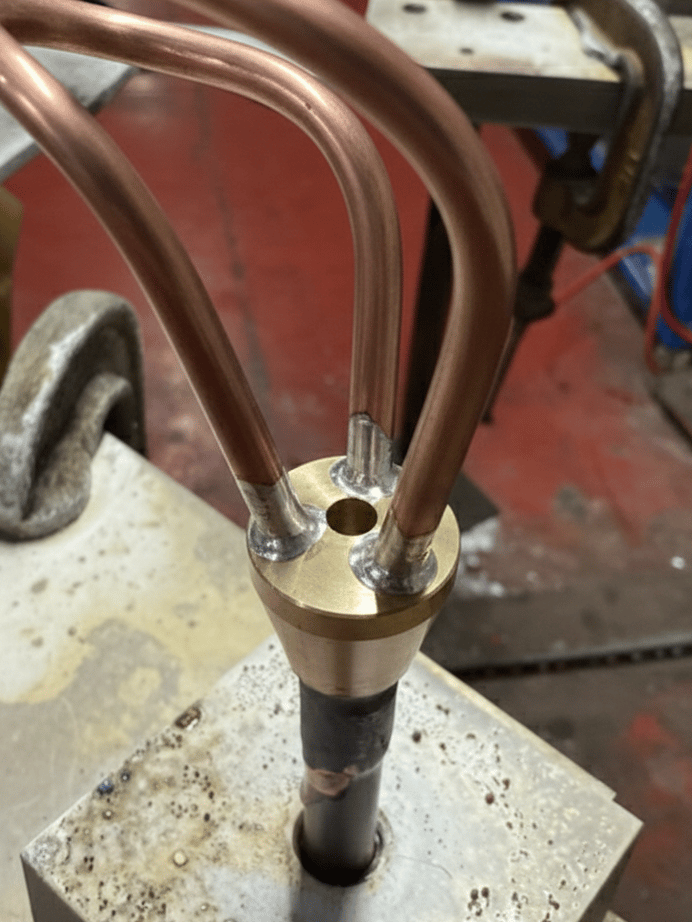

1. Termal Kontrol ve Oksidasyon Yönetimi
Eski: Parça üzerinde aşırı ısınmadan kaynaklı yoğun bir kararma ve düzensiz oksit tabakası görülüyor. Bu, ısının kontrolsüz verildiğini ve malzemenin (özellikle pirincin) metalurjik yapısının zorlandığını gösterir.
Yeni: Isıl denge sağlandığı için oksidasyon minimum düzeyde kalmış. Metalin yüzey kalitesi korunmuş, bu da korozyon direncinin daha yüksek olacağı anlamına gelir.
2. Dolgu Metali (Tel) Ekonomisi ve Verimlilik
Eski: "Fazla tel kullanımı" notunda da belirtildiği gibi, dikiş bölgesinde yığılma mevcut. Kapiler etki (kılcal yürüme) tam oluşmadığı için operatör, boşluğu doldurabilmek adına fazladan kaynak teli eritmiş.
Yeni: Lehim dikişi son derece temiz ve sadece gereken bölgede. Bu, ısıl dengenin kapiler çekimi mükemmel tetiklediğini ve tel sarfiyatının minimize edildiğini kanıtlar.
3. Mikro Yapısal Bütünlük (Kılcal Çatlaklar)
Eski: Hızlı ve dengesiz ısıtma/soğuma döngüsü, pirinç parça üzerinde "Termal Şok" yaratarak kılcal çatlak riskini artırmış.
Yeni: Arka plan ön ısıtma sayesinde parça daha homojen soğuduğu için artık gerilmeler (residual stresses) kontrol altına alınmış ve çatlak riski elimine edilmiştir.
4. Akıntı ve Form Bozukluğu
Eski: Kontrolsüz alev, lehimin yerçekimi etkisiyle aşağı akmasına (sagging) neden olmuş, dikiş geometrisi bozulmuş.
Yeni: Isı odaklı değil, bölge (zone) odaklı yönetildiği için lehim dikişi formunu korumuş, akıntıların önüne geçilerek temiz bir bitiş sağlanmıştır.
ESKİ
YENİ
Hata Örnekleri
Lehimleme ısısı (450°C - 800°C), boru içerisindeki oksijenle birleştiğinde bakırı hızla oksitler. Azot basmak, bu oksijeni ortamdan fiziksel olarak uzaklaştırarak oksidasyon reaksiyonunu durdurur.
1. Neden Azot Basılmalı?
İç Yüzey Temizliği: Azot kullanılmadığında oluşan siyah oksit pulları, sistem çalışmaya başladığında yerinden kopar. Bu "cüruflar" valfleri tıkar, kompresör ömrünü kısaltır ve soğutma verimini düşürür.
Kapiler Akış Desteği: İç yüzey temiz kaldığında, dolgu metali (lehim teli) birleşme boşluğuna çok daha rahat nüfuz eder. Oksit tabakası lehimin ilerlemesine karşı bir direnç oluşturur.
Hatasız Üretim: Azot kullanımı "gizli kusurların" (iç kaçaklar, tıkanıklıklar) önüne geçer.
2. Profesyonel Uygulama Parametreleri
Debi ve Basınç: Azot basıncı yüksek olmamalıdır (genellikle 0.1 - 0.2 bar veya 1.5 - 3 PSI). Çok yüksek basınç, ergimiş lehimi dışarı iterek "gözenek" (porosity) yapar.
Akış Süresi: Lehimleme başlamadan en az 10-15 saniye önce azot akışı başlamalı (havayı tahliye etmek için) ve parça el değecek sıcaklığa gelene kadar düşük debide devam etmelidir.
Tahliye Noktası: Borunun bir ucundan azot basılırken, diğer ucunun havanın çıkabilmesi için açık veya hafif aralık olduğundan emin olunmalıdır.
Boru İçi Azot Süpürme (Purging) ve Oksit Yönetimi
Adres
Balçık Mh. 3243. Sk No:33 Gebze/KOCAELİ
İletişim
05514328331
info@karwahn.com